A B2B Industry Whitepaper on Procurement Standards, Engineering Excellence, and Global Supply Chain Integration
Explore high-performance implants, specialized orthopedic systems, and instruments engineered for precise sports medicine and fixation surgeries.





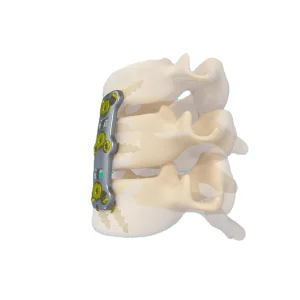
Anterior Cruciate Ligament (ACL) reconstruction requires implants that guarantee immediate structural stability, high pull-out resistance, and minimal postoperative graft slippage. Suspensory femoral fixation using ACL Reconstruction Buttons (both fixed loop and adjustable loop configurations) has become the gold standard.
For global medical distributors, sourcing these implants demands an understanding of advanced raw material profiles. Top-tier factories utilize ultra-pure Titanium Alloy (Ti-6Al-4V ELI) and high-performance polymers like PEEK (Polyetheretherketone). These materials provide high biocompatibility and excellent fatigue life under cyclic loads, ensuring the mechanical integrity of the reconstruction during dynamic post-surgical recovery.
The clinical debate between adjustable and fixed-loop devices hinges on biomechanical performance. Adjustable buttons offer anatomical flexibility, allowing surgeons to fully seat the graft inside the femoral tunnel regardless of tunnel depth. However, they must be manufactured to minimize loop creep and elongation. Fixed loop designs provide consistent stiffness and a higher ultimate tensile strength but require precise preoperative tunnel depth measurements. Top-tier exporters must provide both variations, validated by comprehensive mechanical simulation testing under ASTM standards.
A professional orthopedic manufacturer providing trauma, spine, joint reconstruction, and sports medicine systems worldwide.
Established in 2016 under the brand Osteora, Osteora Medical Devices Co., Ltd. has developed into a reliable manufacturing partner in the global orthopedic device sector. Operating a modern facility of approximately 18,500㎡, the company manages integrated production, assembly, cleaning, and quality-testing operations under cleanroom environments.
With 12 years of industry expertise and 8 years of dedicated export experience, Osteora has established stable supply partnerships with medical distributors and hospital purchasing teams across Europe, Southeast Asia, the Middle East, and South America. The company’s annual export volume ranges between USD 6 million to 14 million, driven by its focus on manufacturing precision and regulatory compliance.
Osteora's operational structure includes a network of 1,200 certified upstream and downstream partners, guaranteeing reliable material sourcing and component manufacturing. The production facility is managed by a team of 85 R&D engineers and 42 specialized quality inspectors, supporting continuous product innovation and quality control.
A step-by-step overview of our fabrication process, from raw material validation to microscopic final inspection and mechanical testing.























How specialized manufacturing clusters deliver precision, scalability, and cost-efficiency for orthopedic implants.
China’s orthopedic manufacturing industry benefits from integrated raw material processing, heat treatment, and precision finishing. Advanced manufacturing hubs utilize CNC systems (such as HAAS and Citizen Swiss-type lathes) to achieve tolerances within the micron range. This process setup ensures that complex geometry designs, including the micro-grooves and thread patterns on ACL buttons, remain consistent across volume production runs.
The chemical purity of titanium and PEEK raw materials directly affects implant integration and fatigue life. Chinese manufacturers maintain supply agreements with certified titanium producers, providing chemical analysis sheets and mechanical test certificates for every batch. This level of traceability is documented using systems like optical spectrometers and Vickers hardness testers, meeting the safety requirements of international regulatory bodies.
With coordinated supply chains, factories can scale production rapidly to handle unexpected demand surges. The integration of raw material preparation, multi-axis milling, ultrasonic cleaning, laser marking, and cleanroom packaging within single industrial regions shortens logistics steps and reduces turnaround times for customized implant shipments.
Meeting international regulatory frameworks to ensure seamless import, customs clearance, and clinical safety.
Operating in the global medical device sector requires compliance with strict safety regulations. Orthopedic implants, classified under Class IIb (EU MDR) and Class II (US FDA), must undergo rigorous evaluation before clinical use. Modern factories establish quality management systems aligned with ISO 13485, documenting every stage of manufacturing from material receipt to sterile packaging validation.
Validation processes include biological evaluation under ISO 10993 standards to verify cytocompatibility, systemic toxicity safety, and hemocompatibility. Mechanical stability is evaluated via dynamic fatigue tests on specialized testing equipment, simulating the cyclic loading patterns the implant will face in the human body.
For global distributors, registering imports with local ministries of health is a critical step. Qualified exporters assist in this process by providing comprehensive registration dossiers, including:
Key design shifts and material innovations driving the next generation of ligament reconstruction devices.
The global volume of ACL reconstructions continues to rise, driven by increasing participation in sports activities and improved diagnostics in joint injuries. This trend maintains steady demand for reliable fixation implants, including cortical suspension buttons, interference screws, and suture anchors.
Surgical techniques are shifting toward knotless and adjustable loop structures. Knotless anchor systems simplify arthroscopic procedures, reducing operating times and potential knot-abrasion complications. Adjustable loop buttons allow surgeons to adjust graft tension in real-time, improving the stability of the graft within the bone tunnel.
While titanium remain standard due to their mechanical strength, there is growing interest in composite materials. PEEK and bioabsorbable materials (like PLLA-HA) are increasingly used to minimize bone resorption and artifact interference during post-operative MRI scans, while supporting bone integration.
Common questions from B2B buyers regarding production standards, material specifications, and logistics.
Our ACL buttons are manufactured using medical-grade Titanium Alloy (Ti-6Al-4V ELI) conforming to ASTM F136 standards. The loops are braided from Ultra-High-Molecular-Weight Polyethylene (UHMWPE) to provide high tensile strength and minimal stretch.
Yes, all manufacturing steps are conducted within facilities certified under ISO 13485. Cleanroom operations (Class 10,000 / ISO Class 7) are used for final cleaning, assembly, and packaging to ensure low bioburden levels.
We provide full OEM/ODM services. Our team of 85 R&D engineers can assist in modifying loop dimensions, button configurations, and laser etching customized branding for orthopedic distributors.
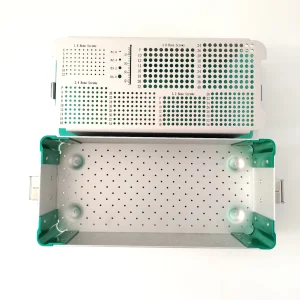
Our implants are packaged in double-barrier sterile Tyvek pouches and validated for sterilization using Gamma irradiation (under ISO 11137 standards) or Ethylene Oxide (under ISO 11135 standards), ensuring a Sterility Assurance Level (SAL) of 10^-6.
The standard MOQ for standard implant configurations is 100 units. For customized OEM/ODM packaging or designs, the MOQ generally starts at 500 units, depending on the manufacturing complexity.
Every shipment includes a Certificate of Conformity (CoC), material traceability certificates, biocompatibility test validation summaries, and sterilisation process validation reports.
Each production batch undergoes tensile and dynamic fatigue testing on our mechanical testing systems, validating that the ultimate pull-out strength exceeds clinical requirements.
Standard catalog orders are dispatched within 15 to 30 days. Custom OEM orders requiring design validation and customized tooling usually require 45 to 60 days from final design approval.
View our additional portfolio of orthopedic fixation plates, suture anchors, and specialized surgical instrumentation sets.