Explore our precision-manufactured implants and surgical instruments engineered for clinical success across worldwide hospital systems.

The global market for joint reconstruction systems, specifically the Bipolar Hip Prosthesis, has witnessed exponential growth due to dynamic demographic changes. Hemiarthroplasty remains the gold standard treatment for femoral neck fractures in the elderly, offering rapid post-operative mobility and low dislocation rates compared to total hip replacements. With global populations aging rapidly in regions like Europe, East Asia, and North America, the clinical demand for cost-effective, high-fatigue, and highly biocompatible implants is at an all-time high.
Commercial distributors are shifting procurement focus toward manufacturers that offer comprehensive product lines featuring dual-mobility designs, optimal wear characteristics, and highly polished surface finishes. The bipolar system relies on a dual-articulation mechanism to distribute shear stress, thereby minimizing acetabular cartilage wear. Achieving clinical efficacy relies on microscopic manufacturing tolerance controls, making the selection of qualified manufacturing partners a critical risk management decision for global medical brands.
Widely preferred for elderly femoral neck fractures due to shortened surgery time, minimal blood loss, and reduced acetabular friction.
Manufactured with high-strength Cobalt-Chromium-Molybdenum alloys paired with ultra-high-molecular-weight polyethylene liners to control wear rates.
Rigorous biological compatibility verification and fatigue testing protocols ensuring high conformity to global orthopedic standards.
Osteora Medical Devices Co., Ltd. is a professional orthopedic implant and surgical solution manufacturer specializing in trauma, spine, and joint reconstruction systems under the brand Osteora. Founded in 2016, the company has developed a strong reputation in the global orthopedic industry through continuous innovation and strict quality control standards. The facility covers an area of approximately 18,500㎡, supporting integrated production, assembly, and testing operations.
With 8 years of export experience and 12 years of industry expertise, Osteora has established stable cooperation with international distributors and hospitals across multiple regions. Annual export revenue ranges from USD 6 million to 14 million, reflecting steady global market growth.
Our manufacturing infrastructure is anchored by top-tier industrial machinery. By maintaining an in-house engineering team of 85 R&D engineers, Osteora focuses on innovation in trauma fixation systems, spinal implants, and joint reconstruction technologies. Over the past year, Osteora launched approximately 120 new products, demonstrating our ability to pivot and customize solutions according to emerging clinical data.
Every Bipolar Hip Prosthesis manufactured at Osteora undergoes a structured 24-step verification flow. Below is a detailed view of our raw materials, precision machining (including Swiss-type lathe and HAAS CNC systems), finishing, mechanical testing, and cleanroom packaging facilities.























The concentration of medical device supply chains in China offers unique operational advantages that directly benefit international buyers. With access to over 1,200 certified upstream and downstream partners, Osteora coordinates complex production schedules, high-purity raw material sourcing, and specialized surface treatment operations with unmatched agility.
Proximity to specialized steel mills, high-grade titanium processors, and sterile packaging converters reduces logistical lead times and material transport costs.
Rapid prototyping and low tooling development cost allow Chinese manufacturers to execute OEM/ODM variations with low initial financial barriers.
Our 18,500㎡ facility features expansive Class 10,000 and Class 100,000 cleanrooms, accommodating large-batch packaging and automated operations.
Furthermore, China's robust workforce of highly specialized manufacturing technicians ensures that labor-intensive operations—such as manual micro-polishing of joint prostheses—are carried out efficiently. This combination of advanced CNC automation and high-skill human inspection delivers components that achieve standard tolerances below 0.02 microns for articular surfaces.
The clinical application of a Bipolar Hip Prosthesis varies based on region, patient demographics, and surgical methodologies. For instance, in European and North American markets where primary total hip replacements (THA) are common, the bipolar hemiarthroplasty remains critical for highly frail patients who require minimized operating times. In contrast, in developing healthcare systems across Southeast Asia and South America, the bipolar system is widely utilized as the primary, long-term arthroplasty option due to its durability and cost-effectiveness.
Recognizing these variations, Osteora provides extensive customization choices, allowing global orthopedic distributors to tailor implant lines to localized needs:
We offer variations in femoral head and sleeve materials, including Cobalt-Chromium (CoCr) alloy, Titanium alloy, and highly cross-linked polyethylene (XLPE) liners to address regional preferences for wear reduction and biocompatibility.
Our R&D department configures specialized dimensions, neck offsets, and collar configurations. This ensures optimal fitment for diverse patient demographics, reducing the risk of postoperative limb length discrepancy.
Additionally, we support private labeling and customized sterilization packaging, allowing distributors to purchase regulatory-compliant products that seamlessly integrate into their existing hospital logistics networks.
The joint reconstruction industry is undergoing a digital and materials-science revolution. Innovations are focused on minimizing the long-term biological response to wear debris, which is the primary cause of osteolysis and aseptic loosening. The development of next-generation Bipolar Hip Prosthesis designs follows three dominant trajectories:
At Osteora, our 85 R&D engineers continuously monitor these trends, integrating new materials and surface treatments into our annual development cycles to ensure our international distributors retain a competitive edge in their local markets.
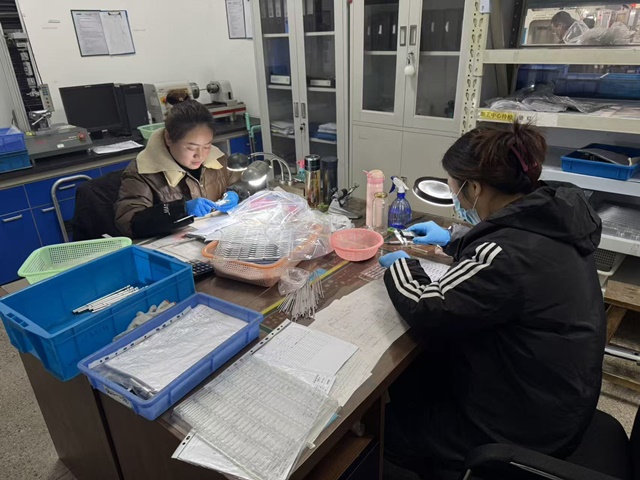
For implantable medical devices, reliability is non-negotiable. Osteora implements a comprehensive quality assurance framework designed to mitigate surgical failures and structural defects. Our quality control division employs 42 specialized QA inspectors who monitor processes from chemical validation to cleanroom packaging.
Comprehensive quality management system for design, manufacture, and tracking of orthopedic components.
Mechanical fatigue validation under cyclic loads simulating millions of walking cycles to ensure long-term survivability.
Gas spectrometry verification of raw titanium and cobalt alloys to ensure zero trace impurity contamination.
Validation of sterile barrier packaging systems to maintain complete product sterility throughout international shipping.
Technical inquiries and procurement responses for B2B buyers, orthopedic distributors, and purchasing managers.
Browse our range of trauma fixation components, spinal implants, and high-performance surgical power tools.