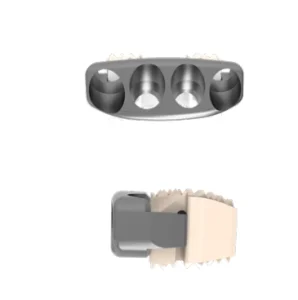
Explore our elite portfolio of clinically approved joint reconstruction components, trauma plates, spinal cages, and surgical instrumentation systems.
Analyzing current global demand, material innovations, and sourcing models within the joint arthroplasty sector.
In modern orthopedic joint reconstruction, the selection of bearing surfaces defines the long-term clinical outcome of Total Hip Arthroplasty (THA). Over the past decade, global procurement strategies have shifted decisively from traditional metal-on-polyethylene (MoP) systems to advanced Ceramic-on-Polyethylene (CoP) and Ceramic-on-Ceramic (CoC) interfaces. Global medical device distributors, healthcare groups, and GPOs (Group Purchasing Organizations) prioritize ceramic femoral heads due to their superior bio-tribological characteristics. These include extremely low wear rates, minimal friction coefficients, and outstanding chemical stability.
Strategic B2B sourcing of ceramic hip heads requires evaluating material purity, manufacturing tolerances, taper interface design, and regulatory compliance. Buyers face strict requirements in international tenders, including FDA 510(k) clearances, CE MDR certification, and ISO 13485 compliance. Leading exporters maintain sophisticated supply chain mechanisms to meet regional demand fluctuations, particularly in the expanding aging demographics of North America and Western Europe, and the surging healthcare infrastructures in the Asia-Pacific region.
Reduces volumetric wear rate by up to 90% compared to cobalt-chromium (CoCr) alloy heads against polyethylene liners.
Eliminates the risks of metallosis and metal ion release (Cobalt, Chromium), preventing adverse local tissue reactions (ALTR).
Maintains a superior synovial fluid film across the joint interface, minimizing frictional drag and torque forces.
Sub-micron sphericity precision (<0.1 μm) prevents early-stage aseptic loosening and extends implant life cycle past 20+ years.
From Monolithic Alumina to Zirconia-Toughened Alumina (ZTA): The Evolution of Joint Bearings.
The history of bioceramics in orthopedics is marked by constant adaptation to prevent catastrophic in-vivo fractures. Early generations of monolithic alumina (Al2O3) were prone to brittle fractures under peak loading events. The current industrial standard, Zirconia-Toughened Alumina (ZTA), represents a massive leap forward. ZTA utilizes stress-induced phase transformation toughening. In this process, metastable tetragonal zirconia particles are dispersed within a stable alumina matrix. When a microcrack starts to propagate, the localized stress triggers a transition from the tetragonal to the monoclinic phase. This volumetric expansion pinches the crack tip closed, stopping further propagation.
The next-generation technical roadmap focuses on Alumina-Toughened Zirconia (ATZ) and advanced silicon nitride composites. These materials offer even higher flexural strength and fracture toughness. As orthopedic surgical procedures increasingly shift to younger patients, manufacturers are engineering ceramic heads with optimized grain structures to counter hydrothermal aging (Low-Temperature Degradation). This process could otherwise compromise the integrity of zirconia-based implants over decades of exposure to body temperature.
First deployed in the 1970s. Characterized by high hardness and low friction coefficient, but lower fracture toughness. Prone to micro-chipping and catastrophic failure under impact loading conditions.
The current gold standard. Composed of approximately 75-80% Alumina and 15-20% Yttria-stabilized Tetragonal Zirconia Polycrystal (Y-TZP). Offers high structural reliability and low wear rates.
The future state. Showcases natural anti-pathogenic properties, improved radiolucency for postoperative imaging, and superior fracture toughness. This material represents the next generation of implant engineering.
An overview of production capabilities, in-process quality control, and testing equipment.
Founded in 2016, Osteora Medical Devices Co., Ltd. has established a prominent reputation in the global orthopedic manufacturing industry through continuous innovation and strict quality control systems. Operating from an integrated facility covering approximately 18,500㎡, Osteora manufactures orthopedic implants and surgical solutions under its premier brand. Our capabilities extend across trauma, spine, and joint reconstruction sectors.
With over 12 years of industry experience and 8 years of export history, Osteora supports leading medical distributors, hospitals, and surgical clinics across Europe, Southeast Asia, the Middle East, and South America. The annual export revenue ranges from USD 6 million to 14 million, driven by long-term partnerships, a vast supply chain of over 1,200 certified upstream and downstream partners, and robust custom manufacturing capabilities (including OEM, ODM, size variations, and custom labeling).























How Osteora guarantees the structural integrity and mechanical properties of each implant.
At Osteora, we enforce a multi-layered quality control framework that matches the demanding standards of the global orthopedic sector. Our QA operations are managed by a group of 42 specialized inspectors who oversee in-process checks and final random sampling audits. Each batch of implants undergoes exhaustive evaluation protocols, starting with raw material chemical composition analysis and ending with terminal cleaning processes.
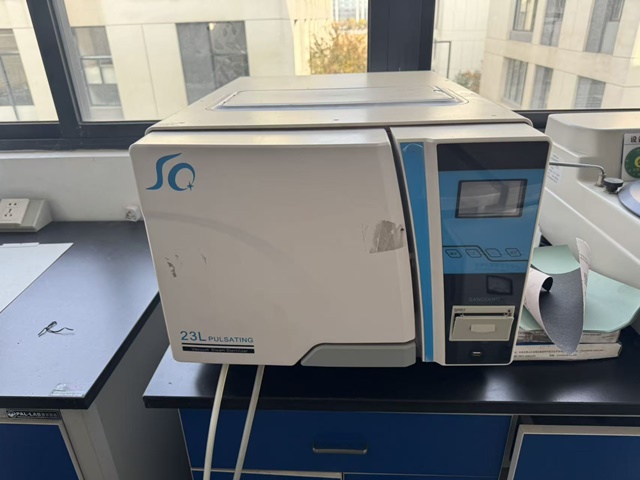
Our dedicated laboratories house advanced testing equipment, including multifunctional mechanical testing systems, Vickers hardness testers, gas spectrometers, and pulsating simulators. The mechanical validation framework encompasses three critical pillars:
Using coordinate measuring machines (CMM) and non-contact vision systems, we check taper dimensions, taper angle, and spherical roundness down to sub-micron tolerances, ensuring optimal fit and minimal micro-motion wear.
Using dynamic testing systems, our implants are subjected to cyclic load profiles that simulate decades of physiological use, verifying structural stability under peak load vectors.
We verify material non-toxicity through strict biocompatibility assessments. Terminal cleaning and packaging are carried out in ISO-certified cleanroom environments, preventing contamination and particle residues.
Navigating complex international regulatory pathways and establishing stable medical supply chains.
Entering international medical markets requires strict compliance with complex regulatory frameworks. Exporters must navigate the transition from MDD to the more rigorous EU MDR (2017/745) in Europe, secure FDA 510(k) clearances in the United States, and conform to local ministries of health regulations across South America, the Middle East, and Southeast Asia. Manufacturing facilities must consistently maintain ISO 13485:2016 certification, ensuring their quality management systems are designed specifically for medical devices.
To support our global client base, Osteora offers comprehensive technical dossiers (STED), certificates of free sale (CFS), and detailed testing records. Our logistics systems ensure safe transport, sterile barrier integrity, and complete batch traceability. Our regional support teams assist clients with import clearance processes and local product registrations, reducing the path to market entry.
Flexible taper designs (such as 12/14 and 9/10 geometries) tailored to integrate seamlessly with various femoral stem brands.
We provide registration dossiers, labeling, surgical manuals, and IFUs in English, Spanish, French, and Portuguese.
We supply systematic clinical feedback systems, tracking data, and PMS structures to satisfy European MDR compliance requirements.
Addressing critical mechanical, regulatory, and logistics queries from orthopedic buyers.
Explore our line of trauma screws, interlocking intramedullary nails, spine cages, and specialized orthopedic extraction instruments.