Explore our elite selection of CE-certified spinal systems, surgical power tools, and custom interbody implants.







Analyzing clinical requirements, market projection drivers, and regulatory pathways shaping spinal surgery procurement.
Anterior Lumbar Interbody Fusion (ALIF) has established itself as a premier surgical protocol for managing degenerative disc diseases, spondylolisthesis, and structural instability within the lumbar spine. By utilizing an anterior pathway, surgeons gain direct access to the disc space, allowing for comprehensive clearance of the degenerate disc and the placement of a larger implant footprint. This anatomical pathway avoids damage to the posterior spinal musculature and limits direct retraction of neural structures, resulting in lower postoperative pain rates and high patient recovery velocities.
As clinical outcomes increasingly prioritize spinal balance, the choice of spinal fusion cages has become a major clinical differentiator. Today's surgeons require cages that maximize lordosis restoration, minimize subsidence risks, and actively promote early osteointegration. Consequently, procurement teams at major hospitals and international distributors are shifting towards manufacturers capable of delivering customized material structures (such as Porous Titanium and PEEK) backed by rigorous compliance certifications (CE, FDA, ISO 13485).
Comparative analysis of structural biomechanics: from traditional PEEK to 3D-printed porous lattices.
The material engineering of ALIF fusion cages has evolved through distinct technological waves. Historically, titanium alloy cages were preferred for their mechanical strength. However, the discrepancy in the modulus of elasticity between solid titanium and human cancellous bone often led to stress shielding and subsequent subsidence. This drove the adoption of Polyetheretherketone (PEEK), which features an elastic modulus closely matching natural bone and offers radiolucency for clearer post-operative radiographic visualization.
The current state-of-the-art leverages hybrid structures and advanced additive manufacturing. Specifically, 3D-printed porous titanium cages mimic the trabecular architecture of human bone, fostering rapid cellular migration and mechanical anchoring. The table below provides a detailed mechanical and clinical comparison between the primary material technologies used in contemporary ALIF cages.
| Material Tech | Elastic Modulus (GPa) | Radiographic Profile | Osteogenic Performance | Clinical Advantages |
|---|---|---|---|---|
| Solid Titanium Alloy (Ti6Al4V) | 110 - 115 | Radiopaque (High artifacting) | Moderate (Bio-inert surface) | Excellent tensile strength; suited for high load-bearing demands. |
| Unreinforced PEEK | 3.6 - 4.0 | Radiolucent (Optimal visualization) | Hydrophobic (Fibrous encapsulation risk) | No stress shielding; easy postoperative evaluation of bony fusion. |
| Porous 3D-Printed Titanium | 1.5 - 5.0 (Customizable) | Semi-radiolucent (Porosity dependent) | High (Trabecular surface microtexture) | Active osseointegration; low subsidence rate; mimicry of bone density. |
| PEEK with Titanium Coating | 3.8 - 4.2 | Radiolucent with outline markers | High (Titanium interface) | Combines radiolucency of PEEK core with osteogenic properties of Ti. |
How Osteora Medical Devices integrates digital supply chains and precision machining to secure worldwide medical device demands.
Osteora Medical Devices Co., Ltd. stands at the forefront of this manufacturing transition, operating from a modern 18,500 square meter facility. Founded in 2016 and backed by 12 years of industry-specific engineering expertise, Osteora has engineered an agile, digitalized supply network consisting of over 1,200 certified upstream and downstream partners. This supply network ensures raw materials, like medical-grade PEEK and titanium alloys, are traceably sourced and consistently available, insulation against global logistics bottlenecks.
The production environment leverages high-end Swiss-type lathes, HAAS CNC machinery, and high-precision laser marking tools. Through this integrated manufacturing approach, Osteora achieves high-precision machining tolerances down to single-digit microns. This production capacity enables annual export revenues of USD 6 million to 14 million, serving orthopedic distributors and hospitals across Europe, Southeast Asia, South America, and the Middle East.











Validation systems ensuring regulatory alignment, material purity, and mechanical reliability.
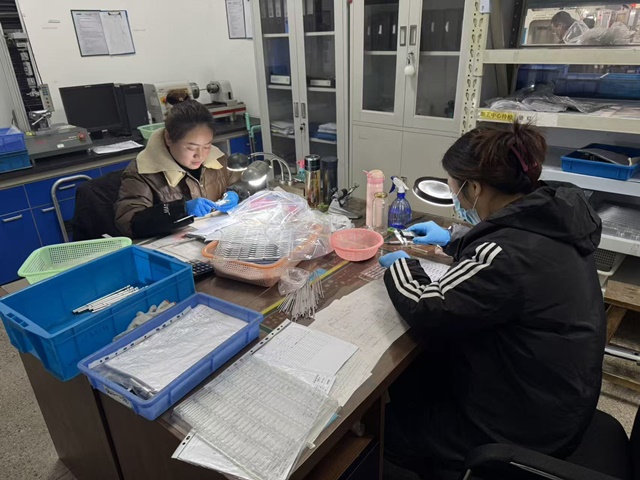
In the medical device industry, clinical safety is non-negotiable. Class III implantable devices, such as ALIF cages, must undergo intensive testing before they are approved for surgical use. Osteora's dedication to quality is managed by a team of 42 specialized inspectors who manage full lifecycle assurance, from incoming raw materials to final packaging validation. Under ISO 13485 guidelines, components are evaluated for dimensional accuracy, mechanical fatigue limits, and biocompatibility profile.
To verify structural stability and load-bearing performance under physiological conditions, Osteora's state-of-the-art testing lab is equipped with multi-functional mechanical testing systems. Cages undergo rigorous dynamic compression, shear testing, and fatigue simulations under ASTM and ISO spinal implant standards. These protocols simulate millions of load cycles to prevent failures like cage cracking, plastic deformation, or particle shedding.












Key technical criteria, clinical verification steps, and supply chain logistics variables for international distributors.
Any implantable device must strictly adhere to local and international health regulations. Ensure the exporter maintains ISO 13485 certification, MDSAP alignments, and CE MDR clearance. This step ensures seamless custom clearance and prevents legal issues.
Request documentation for chemical composition analyses, heat batch tracking, and raw material certificates (e.g., PEEK-OPTIMA™ from Invibio or medical-grade titanium ASTM F136). Testing must cover tensile limits and purity checks.
Leading manufacturers offer comprehensive OEM/ODM solutions. The supplier should support size scaling, customization of lordotic angles, integration of instrumentation interfaces, and custom private labeling configurations.
A supplier's true expertise lies in their R&D capacity. Osteora supports an internal team of 85 R&D engineers, keeping pace with changes in clinical protocols. Over the past year alone, Osteora introduced roughly 120 new products to meet changing spinal and joint reconstruction requirements globally.
Answers to critical questions asked by orthopedic procurement managers, regulatory leads, and spine surgeons.
Expand your clinical inventory with matching pedicle screws, nails, power systems, and suture anchors.