Explore our elite portfolio of trauma fixation systems, spinal cages, joint reconstruction platforms, and precision surgical instruments engineered for high surgical success rates.
The orthopedic implant landscape is rapidly shifting towards minimally invasive interventions and superior biomechanical compression configurations.
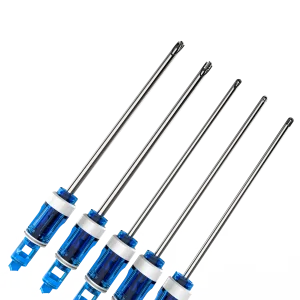
Modern headless cannulated screws utilize variable pitch thread designs. The leading threads have a wider pitch than the trailing threads, generating seamless compression as the screw is driven home. This is crucial for articular surfaces where soft tissue friction must be eliminated.
Precision-engineered hollow center-cores allow surgeons to place a guide wire first, assuring optimal axial alignment before final insertion. This reduces intraoperative revision times and lowers the risk of malpositioning in complex scaphoid, calcaneal, and femoral neck fractures.
By leveraging medical-grade Ti-6Al-4V ELI (Grade 23) titanium alloy, contemporary manufacturers produce fasteners that exhibit an excellent elastic modulus mimicking native bone structure, reducing stress-shielding while maintaining high fatigue limits.
Hospital chains, healthcare networks, and medical device distributors face multi-layered challenges when procuring high-volume trauma implants. Cost containment, supply-chain agility, and clinical safety are paramount.
Global procurement teams prioritize vendors with robust operational frameworks. Supply chains must rely on certified upstream and downstream partners to guarantee that manufacturing remains unaffected during macro-market shifts. With 1,200 certified supply chain partners, Osteora ensures smooth transitions from raw titanium forgings to sterilized bulk shipments.
Additionally, regulatory compliance is non-negotiable. Standardizing global distribution lines requires clear ISO 13485 certification, biocompatibility validations, and mechanical fatigue data profiles. Procurement managers seek partners who provide comprehensive white-labeling, material customization, and local regulatory dossier support.
Every batch of headless cannulated screws undergoes severe cyclical fatigue testing to replicate long-term bone load dynamics before healing occurs.
We supply configurations ranging from 2.0mm micro-screws (for hand/wrist reconstruction) to 7.3mm large-screws (for femoral and sacroiliac fixation).
Anodic oxidation treatment options create protective, color-coded layers that improve osteointegration and facilitate quick size identification in operating rooms.
Empowering orthopedic orthoses and clinical therapies through advanced engineering and manufacturing standards under the trusted brand name Osteora.
Founded in 2016, Osteora has built a premium global reputation in the orthopedic implant manufacturing sector. Operating out of an integrated 18,500㎡ facility, the company seamlessly controls raw materials machining, finish-polishing, cleanroom packaging, and extensive mechanical stress testing. Our dedication to clinical reliability makes us a key strategic supplier to hospitals, orthopedic trauma clinics, and distributors worldwide.
Every stage of production—from checking raw titanium billets to final sterile sealing—is verified by specialized inspectors using world-class laboratory equipment.


















Accelerating product development through in-house biomechanical labs and 85 dedicated research engineers.
Each clinical region presents unique anatomical distributions and sizing challenges. Osteora meets these needs with comprehensive OEM/ODM customization services, including custom lengths, thread pitches, and surface treatments. Whether adjusting key dimensions for a regional hospital network or private-labeling for established brands, our R&D group ensures fast execution from CAD mockup to physical pilot production.
In the past year alone, Osteora launched approximately 120 new products, reinforcing our commitment to meeting evolving clinical needs with specialized designs.





Providing specialized documentation, technical assistance, and logistics solutions across key target markets.
With over 8 years of export experience, Osteora has established logistics pipelines into Europe, Southeast Asia, the Middle East, and South America, maintaining export revenue streams between USD 6 million and 14 million.
We provide full dossier documentation to support localized registrations, offering clear material declaration certificates, bio-compatibility test reports, clinical feedback portfolios, and cleanroom validation certificates.
Our packaging facilities utilize Class 10,000 and Class 100,000 cleanrooms. Implants are double-sterile packaged, ensuring they are ready for direct clinical deployment in demanding operating theater environments.
Common questions regarding the engineering, procurement, and clinical application of our surgical implants.
A complementary range of precision fixation devices, arthroscopic shaver blades, and external stabilization solutions.