Analytical evaluation of market drivers, material intelligence, and strategic sourcing indicators shaping reconstructive surgery supply chains.
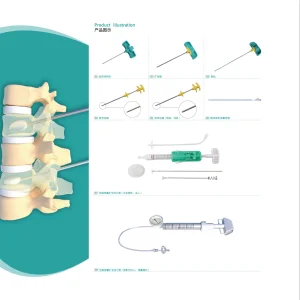
The global craniofacial implants market is undergoing a profound paradigm shift, transitioning rapidly from standardized, stock reconstruction configurations to Patient-Specific Implants (PSI) driven by advanced medical modeling, CAD/CAM integration, and additive manufacturing. Used primarily in neurosurgery, maxillofacial reconstruction, and ophthalmic socket restoration, craniofacial implants address structural osseous defects resulting from oncology resections, severe trauma, and congenital anomalies.
Key indicators suggest that the demand for high-biocompatibility materials—predominantly Medical-Grade Titanium Alloys (specifically Ti-6Al-4V ELI in compliance with ASTM F136) and Polyetheretherketone (PEEK conforming to ASTM F2026)—will continue to experience a compound annual growth rate (CAGR) exceeding 6.5% globally. In mature healthcare systems such as North America and Europe, the regulatory baseline demands absolute traceable pathways from raw ingot sourcing to final sterile packaging, aligning with ISO 13485 structures and MDR 2017/745 specifications.
Integration of patient DICOM CT data with CAD software platforms allows for exact-fit patient-specific reconstructions, mitigating intraoperative modifications and significantly reducing patient anesthesia times.
Dual-track manufacturing workflows supporting ultra-pure medical titanium alloys and biocompatible PEEK polymer substrates to match diverse clinical, biomechanical, and radiolucency criteria.
Transition of global factories toward complete traceability systems, cleanroom upgrades (ISO Class 7/Class 10,000), and comprehensive biomechanical testing protocols to achieve MDR compliance.
Integrated Production & Testing Facility
Expert R&D Engineering Staff
Specialized Quality Inspectors
Accredited Medical Device Quality Systems
Global Orthopedic & Craniofacial Reconstruction Solutions
Osteora Medical Devices Co., Ltd. is a leading professional orthopedic implant and surgical solution manufacturer specializing in trauma, spine, and joint reconstruction systems under the brand Osteora. Founded in 2016, the company has developed a strong reputation in the global orthopedic industry through continuous innovation and strict quality control standards. The facility covers an area of approximately 18,500㎡, supporting integrated production, assembly, and testing operations.
With 8 years of export experience and 12 years of industry expertise, Osteora has established stable cooperation with international distributors and hospitals across multiple regions. Annual export revenue ranges from USD 6 million to 14 million, reflecting steady global market growth. The company’s supply chain includes approximately 1,200 certified upstream and downstream partners, supporting stable production capacity and reliable delivery performance. Its main customer base consists of hospitals, orthopedic clinics, surgical centers, and medical distributors.
With strong R&D capabilities, Osteora operates an in-house engineering team of 85 R&D engineers, focusing on innovation in trauma fixation systems, spinal implants, and joint reconstruction technologies. The company offers extensive customization options, including OEM/ODM services, size variations, material customization, and private labeling. In the past year, Osteora launched approximately 120 new products, reflecting its continuous investment in innovation and product development to meet evolving clinical needs.
The company implements comprehensive quality assurance systems, including ISO 13485 compliance, in-process inspection, and final random sampling testing. Product inspection methods include dimensional measurement, mechanical fatigue testing, and biocompatibility validation. The quality control team consists of 42 specialized inspectors ensuring strict adherence to international medical device standards.
Visualizing our end-to-end medical device manufacturing cycle from raw material validation to final packaging and mechanical analysis.























A professional criteria roadmap for procurement officers, medical distributors, and hospital administrators.
When evaluating the "Top 10 Craniofacial Implants Factories & Exporters" globally, procurement managers must move beyond price lists. Reconstructive implants are high-risk Class III medical products. To secure clinical efficacy, mitigate liabilities, and build stable supply systems, evaluating partners must encompass five critical technological domains:
Top factories must execute systematic spectrometry verification on all inbound stock. For titanium implants, the use of grade 2 pure titanium or grade 5 ELI alloy (Ti-6Al-4V) is critical. Impurities like oxygen, hydrogen, or iron beyond micro-spec levels trigger mechanical fatigue failure. In PEEK polymer processing, factories must present documented lot numbers from raw suppliers (such as Evonik or Solvay) confirming compliance with biocompatibility indexes (ISO 10993).
Modern craniofacial structures contain hyper-complex curves and thin cross-sections. Top manufacturers integrate high-speed Swiss-type lathes and 5-axis CNC machining centers (e.g., HAAS, Hermle) with Electron Beam Melting (EBM) or Selective Laser Sintering (SLS) 3D printing equipment. Additive manufacturing requires strict control of residual powder extraction to avoid postoperative inflammatory responses.
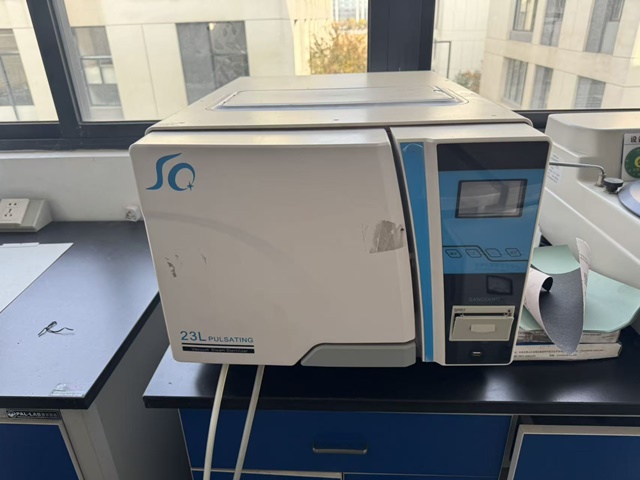
Finished implants must undergo ultrasonic washing cycles and be packaged in controlled class 10,000 (ISO Class 7) cleanrooms. Validated sterilization methods typically encompass Ethylene Oxide (EO) gas exposure or Gamma Irradiation. The packaging must retain a sterile barrier lifetime of minimum five years, validated through real-time and accelerated aging protocols.
Distributors in highly regulated markets must ensure manufacturers possess valid ISO 13485 quality credentials and corresponding national health registrations. Under current EU MDR regulations, Technical Dossiers must contain exhaustive clinical evaluations and Post-Market Clinical Follow-up (PMCF) registries.
Deciphering the evolution from passive structural hardware to bio-active osteoinductive systems.
Implementation of anodic oxidation, acid-etching, or Hydroxyapatite (HA) plasma spraying processes to transform passive titanium surfaces into active osteoconductive interfaces, speeding bone integration.
Development of magnesium alloys and PLA/PGA composite plates designed to structurally support pediatric craniofacial reconstruction before completely degrading, eliminating secondary hardware removal procedures.
Deployment of cloud-based design workflows where surgeon-submitted patient scans are automatically structured by neural networks, lowering the turnaround time for custom implant design from weeks to days.
Technical answers to critical procurement, manufacturing, and regulatory inquiries.
Medical-Grade Titanium Alloy (Ti-6Al-4V ELI / ASTM F136) and Polyetheretherketone (PEEK / ASTM F2026) are preferred. Titanium provides high mechanical fatigue strength and supports bone integration through micro-porous textures. PEEK displays mechanical properties similar to natural cortical bone, has low thermal conductivity, and is radiolucent, meaning it does not cause artifacts under CT or MRI scans.
Manufacturers must operate under a certified ISO 13485 Medical Devices Quality Management System. The cleanrooms where clean, assembly, and packing occur must comply with ISO Class 7 or Class 8 standards. For export to European markets, CE certification under EU MDR 2017/745 is necessary, while US markets require FDA 510(k) or PMA clearances.
PSI fit is checked using computer simulation software, followed by 3D printing of anatomical models of the patient's skull. The custom implant is test-fitted on these physical models. Final dimensions are checked with coordinate measuring machines (CMM) and vision measuring instruments before sterile packaging.
The average lead time for custom implants ranges from 7 to 15 business days. This timeframe covers receiving CT DICOM data, CAD/CAM design collaboration and approval by the surgeon, CNC machining or 3D printing, polishing, sterilization, and express shipping.
Every implant is laser-marked with a unique serial or lot number linked to its raw material melt run, machining batch, cleanroom shift, and sterilization record. Manufacturers perform batch-level bioburden assays and Limulus Amebocyte Lysate (LAL) testing to verify that bacterial endotoxin counts remain well within surgical safety thresholds.