



Osteora Medical Devices Co., Ltd. (under the brand Osteora) is an industry-leading orthopedic implant and surgical solution manufacturer established in 2016. Integrating trauma, spine, and joint reconstruction systems, Osteora has positioned itself at the forefront of the global orthopedic medical device sector through extensive investments in material science, geometric design, and manufacturing technology.
Spanning an advanced facility of 18,500㎡, our integrated production, cleanroom assembly, and rigorous testing operations guarantee that every implant matches or exceeds global clinical standards. With an annual export volume valued between USD 6 million and 14 million, we provide specialized contract manufacturing (OEM/ODM) to partners in Europe, Southeast Asia, South America, and the Middle East.
Our collaborative supply chain ecosystem features approximately 1,200 certified upstream and downstream partners, ensuring that raw material sourcing, forging, machining, sterile barrier packaging, and international shipping run on reliable schedules.
Compared to Total Knee Arthroplasty (TKA), Unicompartmental Knee Arthroplasty (commonly known as partial knee replacement) targets specific compartment osteoarthritis while sparing healthy ligaments (ACL/PCL) and bone stock. This approach results in faster recovery, natural kinematics, and improved patient outcomes.
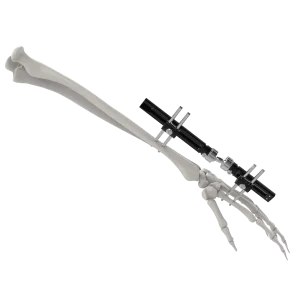
As a specialized OEM/ODM factory, Osteora develops UKA systems designed to handle the complex kinematics of the human knee. Our design accommodates high congruency in extension and freedom in flexion, utilizing advanced implant materials like implant-grade Titanium Alloy (Ti-6Al-4V ELI) and Ultra-High-Molecular-Weight Polyethylene (UHMWPE) inserts to minimize wear and prevent osteolysis.
Distributors and hospital chains require certified compliance pathways. Our operations adhere to ISO 13485, maintaining raw material heat traceability from medical-grade bar stock (ASTM F136 Titanium, ISO 5832-3) to final sterilized implants.
UKA implants undergo millions of loading cycles. Osteora uses state-of-the-art compression molding for UHMWPE inserts and highly polished cobalt-chromium or titanium alloy articulating surfaces to minimize wear rates and prevent debris-induced loosening.
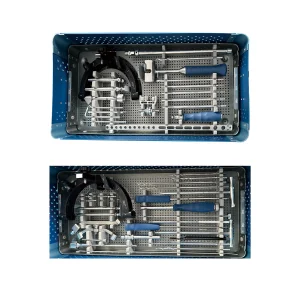
A joint reconstruction system is only as good as its surgical tools. We design and manufacture custom ergonomic trial components, tibial cutting guides, and femoral alignment jigs to ensure precise bone resection and proper implant positioning during surgery.
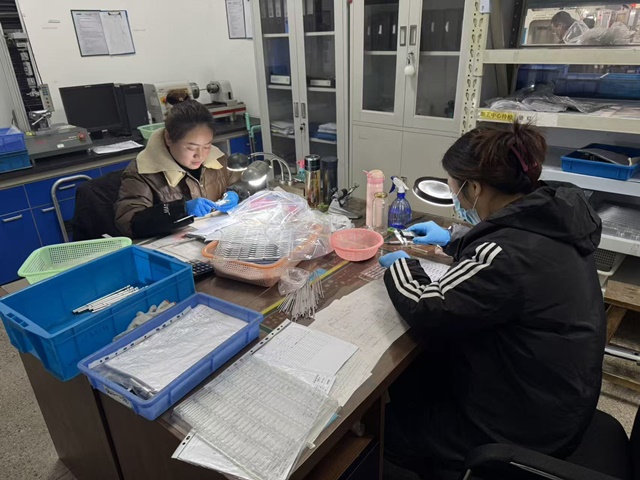
Every step of the Osteora manufacturing line, from raw material receipt to sterile barrier packaging, is closely monitored by our 42 specialized inspectors.









We invest in European and American production machinery to ensure dimensional tolerances within the single-micron range.














Our engineering team, consisting of 85 dedicated R&D specialists, focuses on innovations that align design geometry with joint kinematics. In the past fiscal year, Osteora developed and launched approximately 120 new products, expanding options for joint reconstruction, trauma fixation, and spinal fusion.
Implementation of 3D-printed trabecular titanium structures to facilitate biological fixation (cementless UKA), reducing the long-term risk of aseptic loosening.
Development of highly cross-linked polyethylene (HXPE) infused with Vitamin E to provide oxidative stability and lower wear rates over decades of joint movement.
Using pre-operative CT/MRI imaging to manufacture customized, single-use cutting guides, helping surgeons align implants according to each patient's anatomy.
At Osteora, quality control is integrated throughout the manufacturing lifecycle. Our QA system relies on real-time testing inside our physical testing facilities. We conduct three primary levels of mechanical and chemical verification:
Our Vickers Hardness Testing guarantees uniform heat-treatment across structural components, providing the required yield strength. Cleanliness is maintained via multi-stage ultrasonic cleaning and sterilization preparation inside Class 10,000 (ISO Class 7) cleanrooms, preventing endotoxin contamination on the final implant surface.
For global exporters and surgical centers, these testing regimes provide verifiable confidence. Each shipment is accompanied by a Certificate of Analysis (CoA) containing material mill run sheets, dimensional reports, and sterilization dosimetry data.
Exporting medical devices requires navigating diverse regional regulatory frameworks. Osteora supports international distributors by providing localization services, including customized technical dossiers, local registration documentation, and customized product packaging.
Our regulatory support team assists partners in registering products with local authorities, including European CE pathways, South American ANVISA, Middle Eastern SFDA, and Southeast Asian health ministries. Our ISO 13485:2016 certified facility provides consistent, documented proof of quality for regulatory audits.
Different markets have specific preferences regarding implant fixation, sizing, and surgical workflow. Osteora offers customized manufacturing services, including: