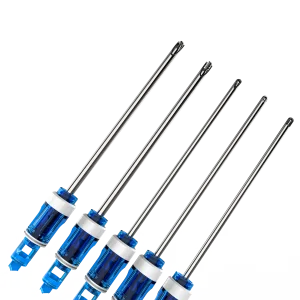
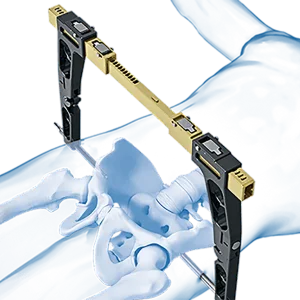
Explore our CE-certified trauma and joint instruments designed for global surgical accuracy.
In the arena of major joint reconstruction, the Metal-on-Polyethylene (MoP) hip prosthesis represents the clinical gold standard for durability, biocompatibility, and biomechanical cost-efficiency. Over the past four decades, Total Hip Arthroplasty (THA) has transitioned from an experimental intervention to one of the most successful surgical procedures globally. The primary engine of this success is the combination of metallic femoral components (manufactured from Cobalt-Chromium-Molybdenum alloys or Titanium configurations) articulating against highly stable polymer acetabular liners.
Today's international healthcare environment places dual demands on manufacturers: extreme tribological efficiency to counter aseptic loosening, and robust economic profiles that allow public and private healthcare networks to offer procedures at scale. As patient demographics shift toward younger, more active populations on one end, and geriatric groups requiring immediate structural stability on the other, the industrial requirements for MoP hip joints have diversified. Geographically, North America and Western Europe remain the primary consumers of premium, cross-linked variants (XLPE) enriched with natural antioxidants such as Vitamin E. Simultaneously, emerging regions in Latin America, Asia-Pacific, and the Middle East represent rapid-growth hubs that rely on highly standard, durable CE-certified implant configurations that can survive multi-decade lifecycles.
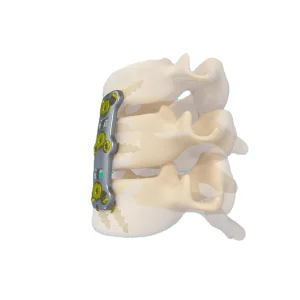
Osteora Medical Devices Co., Ltd. is a professional orthopedic implant and surgical solution manufacturer specializing in trauma, spine, and joint reconstruction systems under the brand Osteora.
Founded in 2016, the company has developed a strong reputation in the global orthopedic industry through continuous innovation and strict quality control standards. The facility covers an area of approximately 18,500㎡, supporting integrated production, assembly, and testing operations.
With 8 years of export experience and 12 years of industry expertise, Osteora has established stable cooperation with international distributors and hospitals across multiple regions. Annual export revenue ranges from USD 6 million to 14 million, reflecting steady global market growth.
The company implements comprehensive quality assurance systems, including ISO 13485 compliance, in-process inspection, and final random sampling testing. Product inspection methods include dimensional measurement, mechanical fatigue testing, and biocompatibility validation. The quality control team consists of 42 specialized inspectors ensuring strict adherence to international medical device standards.
Osteora has a strong trade background in global medical device export and maintains long-term partnerships with distributors in Europe, Southeast Asia, the Middle East, and South America, which are also its primary markets.
The company’s supply chain includes approximately 1,200 certified upstream and downstream partners, supporting stable production capacity and reliable delivery performance. Its main customer base consists of hospitals, orthopedic clinics, surgical centers, and medical distributors.
With strong R&D capabilities, Osteora operates an in-house engineering team of 85 R&D engineers, focusing on innovation in trauma fixation systems, spinal implants, and joint reconstruction technologies. The company offers extensive customization options, including OEM/ODM services, size variations, material customization, and private labeling.
In the past year, Osteora launched approximately 120 new products, reflecting its continuous investment in innovation and product development to meet evolving clinical needs.
Osteora operates a highly integrated facility executing machining, tribological finishing, non-destructive testing (NDT), and Class 10,000 cleanroom packaging. Every phase in our manufacturing loop is governed by medical-grade process specifications to guarantee dimensional stability and mechanical performance under constant physiological loads. Below is the pictorial guide to our internal industrial lifecycle:























The primary clinical challenge with joint prostheses is preventing **osteolysis**—the inflammatory process driven by wear particles generated at the articulating surfaces. To mitigate this risk, Osteora targets specific material properties in our Metal-on-Polyethylene couplings:
| Material Parameter | Standard UHMWPE | Highly Cross-Linked (XLPE) | Vitamin E-Stablized XLPE |
|---|---|---|---|
| Wear Rate (mg/million cycles) | 15 - 25 | 2 - 5 | < 1.5 |
| Oxidation Index (Post-Aging) | High (> 1.5) | Moderate (0.5 - 1.0) | Near Zero (< 0.1) |
| Fatigue Resistance | Excellent | Slightly Reduced | Optimized / High |
Through systematic partnerships with clinical institutions, Osteora offers targeted configurations suited to regional medical environments:
Western Europe and North America (Regulatory & Performance Priority): Hospitals operating under strict DRG (Diagnosis-Related Group) frameworks favor implants with documented clinical registry data. Osteora supports this market with CE/MDR compliant documentation, tracking raw materials from supply to surgical delivery.
South America & Southeast Asia (Economic & Structural Versatility): In markets with diverse patient demographics, healthcare centers require high performance at reasonable cost. Osteora provides standard-taper modular configurations (12/14 tapers) that allow surgeons to match metal femoral heads with durable polyethylene liners, saving inventory space and costs.
We understand that global surgical techniques differ. Our in-house team supports custom designs, including:
Advanced surgical instruments and fixation plates for complete hospital and trauma support.